如何控制大型储罐底板的焊接变形bob体育英雄联盟
b0b体育app下载
.储罐底板比整个储罐的其他部分承受的力更大,而储罐底板严重的焊接变形会降低储罐的承载能力和稳定性。bob体育英雄联盟储罐底部bob体育英雄联盟由多个底板和环形板焊接而成,焊缝数量多,焊接应力大,易产生焊接变形。因此,分析储罐底板焊接变形的机理及各种影响因素,掌握其变化规律并采取有效措施控制底板变形,以保证储罐底板的安装bob体育英雄联盟质量,是十分重要的。以10 * 104 m3储油罐为例,探讨储油罐底板焊接变形的原因及预防措施。bob体育英雄联盟
储罐底板焊接变形分析bob体育英雄联盟
焊接变形的产生,从根本上讲是储罐焊接过程中构件上温度分布很不均匀的原因,导致冷却后高温区收缩大,低温区收缩小,bob体育英雄联盟这种不均匀的收缩导致组件形状的改变。对于特定的结构,最终的变形与焊接的位置和焊缝本身的收缩有关,此外,焊接过程中会产生一定的内应力分布,也会影响构件的变形。因此,为了控制储罐焊接变形,一方面,增加刚度的焊接组件或组件的bob体育英雄联盟外部约束,另一方面,尽量减少焊接温度场的不均匀程度,以减少变形的驱动力。
储罐底板的焊接变形大致可分为七种形式:纵向收缩bob体育英雄联盟变形、横向收缩变形、角形变形、弯曲变形、波浪变形、对接变形、扭曲变形。对于大型储罐底板的焊接变形,波形变形和角形变形是主要的变形形式。bob体育英雄联盟
角变形:在对接焊、搭接焊和t型接头焊接的情况下产生。其根本原因是横向收缩变形在厚度方向上分布不均匀。
焊缝前部变形大,后部变形小,从而形成构件平面的挠度。对接焊接时,由于焊接接头上下部分金属盖的差异造成横向收缩的差异,从而引起角变形。
波变形:薄板焊接后板材内部存在应力,通常焊缝附近区域为拉应力,距焊缝的距离为压应力。在压应力作用下,薄板可能不稳定,产生波浪变形。对于大型储罐底板,环板厚度越大,焊缝长度越短;bob体育英雄联盟中心板块,如果中心板不是免费的合同,因为在焊接、外力的情况下没有刚性固定,焊缝是由上下波变形,焊缝的两侧内添加,当地拱底部的全部存储到几十毫米,不符合GB50128储罐底部变形不超过50mm的要求。bob体育英雄联盟
bob体育英雄联盟10万m³立式油罐底板储罐结构及焊接工艺
100000 m³储罐的底板是由弓状环形板和板中心,bob体育英雄联盟环形板是一种拱的形状,中心板是一种多边形平板结构,由多个板块,在边缘板和底板之间由壳牌关节焊接在一起,构成整个底板。底板与墙板采用脚踏焊缝焊接。环板材质为12MnNiVR,中心板材质为Q235-B,底板结构如图1所示。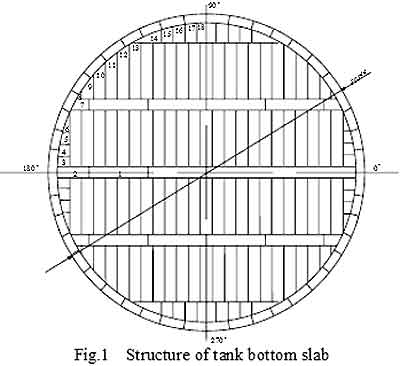
焊接方式为与轴承板对接焊接。焊接工艺采用CO2气体保护电弧焊渲染,自动埋弧焊填充和铜焊工艺。
渲染:CHT711 Ф1.2毫米二氧化碳焊丝。
灌装、封盖:断丝HO8A Ф1.0 mm;埋弧CHF431- HO8MnA;焊剂:HJ431
储罐焊接变形控制措施bob体育英雄联盟
选择合理的底板布置
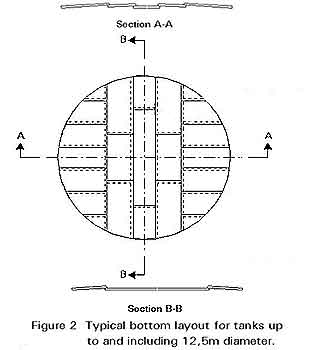
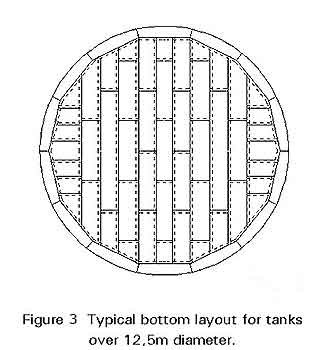
底板的布置是根据材料的几何尺寸布置的。我国常用的排布方式有:酒吧排布、男子形排布、t形排布。经比较,本工程采用t形板布置方法。优点如下:
- 布局时便于安排;
- 满足焊接条件,容易避免使板在焊接应力集中,它可以传输快速而均匀的压力,以克服底板的凹形拱现象,这是由纵向和横向收缩引起的焊后板的中心。
控制底板的预处理质量
预加工的质量是影响罐底成形的关键因素,在预加工过程中,环形板和中心板的预加工尺寸必须满足设计要求。
切靠近中心板的小板采用半自动焊接机。考虑到焊缝的收缩变形,在与环形板搭接的一侧预留10mm以上,在焊缝壳焊前先焊。
合理的储罐焊接顺序bob体育英雄联盟
从图1 10万m³储罐底板布置来看,对接焊缝包括短焊缝和全长焊缝,如果先焊接全长焊缝,会产生内应力,因为刚性会阻碍bob体育英雄联盟短焊缝焊接收缩。因此,应先焊短缝,再焊中心板之间的全长缝。管壳接头和角焊缝为环焊缝。这种收缩的结果相当于在内部区域施加了均匀的压应力,在这种压应力的作用下,底板中部可能会产生凸变形。焊接过程中应尽量减少对收缩的约束,特别是大角焊缝焊接,焊接时必须在刚度范围内,原因是它的周长很长,而它的总收缩是它的纵向收缩和横向收缩的总和。所以角焊缝焊接完成后,应焊接壳接头。经过以上分析,罐体底板原则上采取以下焊接顺序。
bob体育英雄联盟储罐底板焊接顺序:
中心板短缝—全长缝—环板外侧300mm—对接焊缝—角焊缝—环板剩余焊缝—壳接
通过增加构件的刚度是控制变形的重要措施,可在焊接前用刚性方法固定中心板,如用后筋固定焊缝两侧,待其变冷后取下;焊接环形板时,在承重板下安装楔形钢,使可逆变形角度控制在5~8度范围内。环境温度高时,对接焊缝间隙小,厚度大,可逆变形小,反之,可逆变形大。这是为了补偿焊缝的角收缩和控制角畸变;筒体接头点焊时,龙门板刚性固定,防止焊接变形。
控制储罐焊接变形的其他措施bob体育英雄联盟
- 在保证焊接质量的前提下,尽量采用低的焊接电流,较小的坡口间隙和角度,较快的焊接速度。减少焊接截面面积和焊接线能量,从而减少变形和应力。
- 焊接后,沿焊缝及其热影响区用锤锻,锤方向由外向内,锤击点由外向内逐渐减小。这样有利于伸长,减少应力。
- 所有的焊工都应在考试后获得合格证书。
结论
虽然储罐底板焊接后容易变形,但只要采取合理的焊接工艺措施,bob体育英雄联盟就能有效地控制底板的焊接质量。